Potrubné tvarovky privarené na tupo predstavujú chrbticu moderných potrubných systémov naprieč odvetviami od ropy a zemného plynu až po farmaceutickú výrobu. Tieto precízne skonštruované komponenty umožňujú zmeny smeru, prípojky odbočiek, veľkostné prechody a ukončenia vedení pri zachovaní štrukturálnej integrity a schopnosti udržať tlak v zváraných potrubných sieťach. Na rozdiel od závitových alebo prírubových spojov, fitingy na tupo vytvárajú trvalé, nepriepustné spoje prostredníctvom tavného zvárania, ponúkajú vynikajúcu pevnosť, minimálny pokles tlaku a zvýšenú spoľahlivosť v náročných prevádzkových podmienkach. Pochopenie rôznych typov tvaroviek na tupo, ich špecifických aplikácií, rozmerových noriem a výberových kritérií je nevyhnutné pre inžinierov, dizajnérov a výrobcov, ktorí pracujú na vytváraní bezpečných a efektívnych potrubných systémov.
Zváracie lakte na tupo na zmenu smeru
Kolená predstavujú najbežnejšie používané tvarovky na tupo, umožňujúce potrubným systémom meniť smer pri zachovaní kontinuity toku a pevnosti konštrukcie. Tieto tvarovky sú dostupné v rôznych uhloch, polomeroch a konfiguráciách, aby vyhovovali rôznym požiadavkám na smerovanie a výkonnostným špecifikáciám. Štandardné 90-stupňové koleno mení smer prúdenia o pravý uhol a predstavuje ťahúňa zmien smeru potrubia. Tieto kolená sa dodávajú v dvoch konfiguráciách primárneho rádiusu: dlhý rádius (LR) a krátky rádius (SR). Kolená s dlhým polomerom majú polomer stredovej čiary rovnajúci sa 1,5-násobku menovitého priemeru potrubia, čím poskytujú jemnejšie zmeny smeru prúdenia, ktoré minimalizujú pokles tlaku a eróziu, vďaka čomu sú preferovanou voľbou pre väčšinu aplikácií.
Kolená s krátkym polomerom s polomerom stredovej čiary rovným menovitému priemeru potrubia vytvárajú kompaktnejšie zmeny smeru užitočné tam, kde priestorové obmedzenia bránia tvarovaniu s dlhým polomerom. Avšak užší ohyb vytvára vyššie tlakové straty a zvýšenú turbulenciu, čo môže spôsobiť eróziu vo vysokorýchlostných alebo abrazívnych službách. 45-stupňové koleno poskytuje jemnejšiu zmenu smeru ako 90-stupňové armatúry, ktoré sa často používajú v pároch na vytvorenie 90-stupňových zákrut s nižším poklesom tlaku ako jednotlivé 90-stupňové kolená. Iné špecializované uhly vrátane 22,5 stupňov a vlastných uhlov môžu byť vyrobené pre špecifické aplikácie, hoci štandardizované 45 a 90-stupňové armatúry ponúkajú lepšiu dostupnosť a nižšie náklady.
Spôsoby výroby kolena
Kolená na zváranie na tupo sa vyrábajú niekoľkými procesmi, z ktorých každý ovplyvňuje vlastnosti tvarovky a vhodnosť pre rôzne aplikácie. Bezšvíkové kolená, tvorené ohýbaním bezšvíkových rúr za tepla alebo za studena, ponúkajú jednotnú hrúbku steny a žiadny pozdĺžny šev, vďaka čomu sú ideálne pre vysokotlakové a kritické služby. Zvárané kolená, vyrobené z dosky alebo zváranej rúrky, obsahujú pozdĺžny zvarový šev, ktorý je potrebné zohľadniť pri návrhu a orientácii počas inštalácie. Kolená ohýbané tŕňom, vytvorené ohýbaním rovnej rúry cez tvarovacie tŕne, poskytujú vynikajúcu rozmerovú konzistenciu, ale môžu vykazovať stenčenie steny na extrados (vonkajší polomer) a zhrubnutie na intrados (vnútorný polomer), ktoré sa musí brať do úvahy pri výpočtoch napätia.

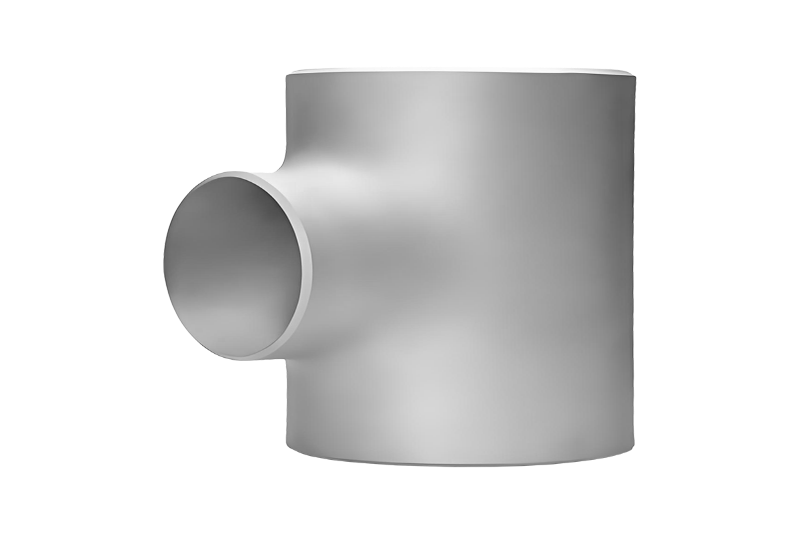
T-kusy a krížové fitingy na pripojenie odbočiek
T-kusy umožňujú odbočovacie spojenia v potrubných systémoch a vytvárajú trojcestné spoje, kde sa prietok môže rozdeliť alebo zlúčiť. Rovné T-kus, nazývané aj rovnaké T-kusy, má identické priemery na všetkých troch otvoroch, čo umožňuje, aby sa rovnako veľké rúry pretínali v pravých uhloch. Táto konfigurácia vyhovuje aplikáciám, kde sa prietok delí rovnomerne, alebo kde odbočovacie a rozvádzacie vedenia majú podobné prietoky. Redukčné T-kusy obsahujú odbočku s menším priemerom pri zachovaní spojení s rovnakým priemerom, čím sa prispôsobia odbočkám s nižšími požiadavkami na prietok bez potreby samostatných redukčných armatúr. Redukovaný výstup môže byť koncentrický (centrovaný) alebo excentrický (offset), pričom excentrické konfigurácie zabraňujú hromadeniu kvapaliny v horizontálnych odbočkách.
Krížové tvarovky, aj keď sú menej bežné ako T-kusy, poskytujú štvorcestné priesečníky, kde sa pretínajú dve kolmé rúry. Tieto tvarovky sú vystavené zložitým vzorcom napätia pod tlakom a tepelným zaťažením, čo ich robí drahšími a vo všeobecnosti menej preferovanými ako použitie viacerých tvaroviek T. Kríže však poskytujú priestorovo efektívne riešenia pre špecifické geometrie a sú príležitostne potrebné v kompaktných inštaláciách. T-kusy aj kríže sú dostupné v rôznych plánoch a tlakových menovitých hodnotách, aby zodpovedali špecifikáciám spojovacieho potrubia, čím sa zabezpečí konzistentná hrúbka steny a schopnosť udržať tlak v celom potrubnom systéme.
| Typ kovania | Konfigurácia | Primárna aplikácia | Kľúčová výhoda |
| Rovné tričko | Výstupy s rovnakým priemerom | Rovnomerné rozdelenie prietoku | Jednotné tlakové hodnotenie |
| Zmenšujúce tričko | Znížená odbočka | Prípojky odbočných vedení | Riešenie s jednou armatúrou |
| Bočné tričko | 45-stupňová vetva | Hladší prechod prúdenia | Nižší pokles tlaku |
| Kríž | Štvorsmerná križovatka | Kolmé priesečníky | Priestorová efektívnosť |
Redukcie pre prechody veľkosti potrubia
Reduktory uľahčujú prechody medzi rôznymi priemermi rúr, čím umožňujú optimalizáciu rýchlosti prúdenia a nákladov na potrubie v celom systéme. Sústredné redukcie udržujú spoločnú stredovú líniu medzi väčšími a menšími rozmermi rúr, čím vytvárajú symetrický kužeľový tvar. Táto konfigurácia funguje dobre pre vertikálne potrubie alebo plynárenské služby, kde je dôležité zarovnanie stredovej čiary a hromadenie kvapaliny nie je problémom. Postupná zmena priemeru koncentrických reduktorov minimalizuje turbulencie a pokles tlaku, vďaka čomu sú vhodné pre väčšinu aplikácií s prechodom veľkosti, kde to geometria dovoľuje.
Excentrické redukcie majú odsadené stredové čiary, pričom jedna strana armatúry zostáva plochá alebo rovnobežná, čo zabraňuje hromadeniu kvapaliny vo vysokých bodoch alebo parám v nízkych bodoch v horizontálnom potrubí. Inštalácia excentrických reduktorov s plochou stranou navrchu v horizontálnych kvapalinových vedeniach zabraňuje tvorbe plynových vreciek, ktoré by mohli spôsobiť prerušenie prietoku alebo kavitáciu. Naopak, inštalácia plochou stranou nadol v horizontálnych plynových potrubiach zabraňuje hromadeniu kvapaliny, ktorá by mohla spôsobiť tok slimákov alebo problémy s koróziou. Excentrická konfigurácia tiež uľahčuje vypúšťanie počas údržby tým, že eliminuje nízke miesta, kde by sa mohli zachytávať kvapaliny.
Úvahy o dizajne reduktora
Uhol zmenšenia priemeru v reduktoroch ovplyvňuje pokles tlaku a prietokové charakteristiky. Štandardné reduktory majú zvyčajne uhly medzi 15 a 30 stupňami, čím vyrovnávajú kompaktnú montážnu dĺžku voči prijateľným stratám tlaku. Strmšie uhly vytvárajú kratšie tvarovky, ale zvyšujú turbulenciu a pokles tlaku, zatiaľ čo postupnejšie uhly vyžadujú dlhšie tvarovky, ale poskytujú hladšie prechody prietoku. Pre kritické aplikácie zahŕňajúce vysoké rýchlosti alebo erozívne služby môžu byť špecifikované vlastné redukcie s postupným zužovaním, aby sa minimalizovali poruchy prúdenia. Hrúbka steny reduktorov sa zvyčajne zhoduje s hrubšou z dvoch spojovacích rúrok, aby sa zabezpečila primeraná pevnosť v celej prechodovej zóne.
Uzávery na ukončenie a uzavretie linky
Uzávery na zváranie na tupo poskytujú trvalé uzatvorenie koncov rúr, čím vytvárajú tlakotesné ukončenia pre slepé vedenia, dočasné ukončenia počas fázovej výstavby alebo trvalé pripojenia zariadení. Tieto tvarovky kupolovitého tvaru efektívne rozdeľujú tlakové zaťaženie prostredníctvom svojej zakrivenej geometrie a dosahujú rovnaký tlak ako spojovacia rúrka pri použití relatívne tenkého materiálu. Polguľový alebo eliptický tvar uzáverov poskytuje vynikajúce pomery pevnosti a hmotnosti v porovnaní s plochými uzávermi, čo z nich robí preferovanú voľbu pre koncovky obsahujúce tlak.
Uzávery sú k dispozícii v rôznych tvaroch hlavy vrátane pologuľovej, eliptickej (2:1) a torisférickej, pričom každá ponúka iný pomer hĺbky k priemeru a účinnosť pri udržiavaní tlaku. Pologuľové uzávery poskytujú najsilnejšiu geometriu, ale vyžadujú najhlbší profil, zatiaľ čo eliptické a torisférické uzávery ponúkajú kompaktnejšie riešenia s mierne zníženým menovitým tlakom. Pre aplikácie vyžadujúce častý prístup alebo potenciálne budúce rozšírenie môžu byť prírubové uzávery so zaslepenými prírubami praktickejšie ako permanentné uzávery na tupo, aj keď pri vyšších počiatočných nákladoch a zvýšenom potenciáli úniku.
Čeľuste a spojovacie armatúry
Čeľuste, tiež nazývané čapy preplátovaného spoja, sú špeciálne tvarovky na zvary na tupo určené na prácu s prírubami s prekrytými spojmi pri vytváraní polotrvalých prírubových spojov. Tupý koniec je privarený k potrubiu a zároveň poskytuje zaoblené lemovanie, ktoré sedí proti voľnej prírube preplátovaného spoja. Táto konfigurácia ponúka niekoľko výhod oproti tradičným zvarovým hrdlovým prírubám, najmä v systémoch využívajúcich drahé zliatinové potrubné materiály. Čepový koniec, vyrobený z rovnakej zliatiny odolnej voči korózii ako rúra, poskytuje celý kontakt so zmáčaným povrchom, zatiaľ čo bezdotyková preplátovaná príruba môže byť vyrobená z lacnej uhlíkovej ocele, čo výrazne znižuje náklady na materiál.
Konce čapov uľahčujú zarovnanie počas inštalácie, pretože príruba prelínaného spoja sa môže voľne otáčať na konci čapov, čo zjednodušuje zarovnanie otvorov pre skrutky s protiľahlými prírubami. Táto funkcia je obzvlášť cenná pri inštalácii dlhých potrubí alebo pri pripájaní k pevnému zariadeniu, kde je ťažké presné zarovnanie. Tupý zvarový spoj medzi čapom a rúrkou sa dá röntgenologicky preskúmať ľahšie ako kútové zvary používané s nasúvacími alebo hrdlovými zvarovými prírubami, čo poskytuje vyššiu záruku kvality pre kritické služby. Avšak zostava dvojdielneho čapu a príruby preplátovaného spoja stojí viac ako ekvivalentné príruby zvarového hrdla, keď oba komponenty používajú rovnaký materiál, čo obmedzuje aplikácie na situácie, keď úspory nákladov na materiál alebo výhody zosúladenia odôvodňujú zvýšené náklady na montáž.
Rozmerové štandardy a špecifikácie
Tvarovky na tupo sa vyrábajú podľa rôznych rozmerových noriem, ktoré zaisťujú kompatibilitu so štandardnými veľkosťami rúr a plánmi hrúbky steny. ASME B16.9 sa vzťahuje na továrenské tvarovky z tepanej ocele na zváranie na tupo, ktoré stanovujú rozmery, tolerancie a tlakovo-teplotné menovité hodnoty pre veľkosti NPS 1/2 až NPS 48. Táto norma definuje montážne rozmery vrátane stredových vzdialeností pre kolená, stredové a koncové rozmery pre T-kusy a kríže a redukcie medzi lícne a čelné dĺžky. MSS SP-75 poskytuje špecifikácie pre vysoko testované tvarovky na zváranie na tupo, ktoré pokrývajú rovnaké typy tvaroviek so zlepšenými mechanickými vlastnosťami pre náročné prevádzkové podmienky.
Tieto normy špecifikujú harmonogramy hrúbok steny zodpovedajúce štandardným harmonogramom rúr (Schedule 10 až XXH), čím sa zaisťuje, že armatúry si udržia konzistentné menovité hodnoty tlaku so spojovacími potrubiami. Normy tiež definujú tolerančné rozsahy pre kritické rozmery, limity ovality a požiadavky na priamosť, ktoré zabezpečujú správne prispôsobenie počas zvárania a montáže systému. Pre veľkosti, materiály alebo konfigurácie, na ktoré sa nevzťahujú štandardné špecifikácie, môžu byť prispôsobené armatúry vyrobené podľa požiadaviek špecifických pre projekt, aj keď s vyššími nákladmi a dlhšími dodacími lehotami ako štandardné položky katalógu.
Materiálové špecifikácie
Tvarovky na tupo sú dostupné v kompletnom sortimente potrubných materiálov vrátane uhlíkovej ocele, nehrdzavejúcej ocele, legovanej ocele, zliatin niklu, titánu a iných špecializovaných materiálov. Spoločné materiálové špecifikácie zahŕňajú ASTM A234 pre tvarovky z uhlíkovej a legovanej ocele, ASTM A403 pre tvarovky z austenitickej nehrdzavejúcej ocele a rôzne ďalšie normy ASTM pre špecifické skupiny materiálov. Výber materiálu závisí od prevádzkových podmienok vrátane teploty, tlaku, korozívneho prostredia a kompatibility s procesnými kvapalinami. Tvarovky by sa mali zhodovať alebo prekračovať špecifikácie spojovacieho potrubia, aby sa zabezpečila konzistentná odolnosť proti korózii a mechanické vlastnosti v celom potrubnom systéme.
Špeciálne tvarovky na zváranie na tupo
Okrem štandardných kolien, T-kusov, redukcií a uzáverov špeciálne požiadavky na potrubia riešia špeciálne tvarovky na tupo zvary. Bočné časti, tiež nazývané bočné T-kusy alebo tvarovky Wye, obsahujú odbočovacie spoje pod uhlom 45 stupňov, a nie kolmé vetvy štandardných T-kusov. Táto konfigurácia poskytuje hladšie prechody prietoku pre odbočky, čím sa znižuje pokles tlaku a erózia v porovnaní s 90-stupňovými T-kusmi. Bočné časti sú obzvlášť cenné pri vysokorýchlostných službách alebo tam, kde je kritická minimalizácia tlakových strát, hoci ich špeciálna geometria ich robí drahšími ako štandardné odpalíky.
Vsuvky na nalisovanie, nazývané aj redukčné vsuvky alebo nerovnaké vsuvky, kombinujú funkciu redukcie s krátkou dĺžkou potrubia v jednej armatúre. Tieto komponenty prechádzajú medzi veľkosťami rúr na veľmi krátku vzdialenosť, čo je užitočné tam, kde priestorové obmedzenia bránia inštalácii štandardných redukcií. Sedlá alebo tvarované výstupné armatúry poskytujú zosilnené odbočné spoje pre vyrobené výstupné aplikácie, privarením na bežnú rúrku na vytvorenie odbočovacích otvorov bez samostatných T-kusov. Tieto vyrobené spoje ponúkajú flexibilitu pri umiestňovaní odbočiek a uhloch, ale vyžadujú si špecializované postupy zvárania a kontrolu, aby sa zabezpečila primeraná pevnosť a nepriepustná konštrukcia.
Požiadavky na prípravu a skosenie
Správna príprava koncov je rozhodujúca pre dosiahnutie zdravých tupých zvarov pri inštalácii týchto tvaroviek. Štandardné tvarovky na tupo sa dodávajú so skosenými koncami pripravenými na zváranie podľa špecifikácií ASME B16.25. Štandardný uhol skosenia 37,5 stupňov (vytvorenie 75-stupňového uhla pri spojení dvoch skosených koncov) poskytuje primerané otvorenie koreňa a vhodný uhol drážky pre úplné preniknutie zvaru pomocou rôznych zváracích procesov. Koreňová plocha, zvyčajne 1,6 mm (1/16 palca), poskytuje pristátie pre koreňový prechod a pomáha predchádzať prepáleniu počas počiatočného zvárania.
Správne zarovnanie a kontrola medzery počas montáže zaisťujú kvalitu zvaru a integritu systému. Koreňový otvor medzi namontovanými komponentmi sa zvyčajne pohybuje od 1,6 mm do 3,2 mm v závislosti od procesu zvárania, hrúbky steny rúry a preferencií zvárača, s konzistentnými medzerami po obvode, ktoré zaisťujú rovnomerný prívod tepla a prenikanie. Nesúososť medzi tvarovkou a stredovou čiarou potrubia by mala byť minimalizovaná, pričom väčšina kódov obmedzuje posun na 1,6 mm alebo 1/8 hrúbky steny, podľa toho, ktorá hodnota je menšia. Nadmerná nesúososť vytvára koncentrácie napätia a potenciálne body zlyhania, najmä v cyklickej prevádzke, kde dochádza k únavovému zaťaženiu.
Kritériá výberu pre tvarovky na zváranie na tupo
Výber vhodných tvaroviek pre zváranie na tupo si vyžaduje vyhodnotenie viacerých faktorov nad rámec jednoduchej rozmerovej kompatibility. Požadovanú tlakovú triedu a výber materiálu určujú prevádzkové podmienky vrátane tlaku, teploty, charakteristík kvapaliny a prietokov. Korózne alebo erozívne práce si môžu vyžadovať modernizované materiály alebo plánovanie hrubších stien, aby sa zabezpečila primeraná životnosť. Prietokové charakteristiky ovplyvňujú výber geometrie fitingu – vysokorýchlostné služby využívajú kolená s dlhým polomerom a postupné redukcie na minimalizáciu poklesu tlaku a erózie, zatiaľ čo kompaktné inštalácie môžu vyžadovať kolená s krátkym polomerom napriek vyšším tlakovým stratám.
- Hodnoty tlaku a teploty: Zhodujú sa alebo prekračujú maximálne konštrukčné podmienky s príslušnými bezpečnostnými rezervami
- Materiálová kompatibilita: Zabezpečte odolnosť proti korózii a mechanické vlastnosti vyhovujúce procesným kvapalinám a prevádzkovým podmienkam
- Plán a hrúbka steny: Udržujte konzistentnú hrúbku steny v celom systéme, aby ste dosiahli rovnomerný menovitý tlak
- Súlad s predpismi: Overte, či armatúry spĺňajú príslušné predpisy pre potrubia, ako sú ASME B31.1, B31.3 alebo iné požiadavky špecifické pre jurisdikciu
- Dokumentácia kvality: Získajte správy o skúške mlynov, certifikácie materiálov a správy o rozmerových kontrolách pre kritické služby
- Ekonomické úvahy: Vyvážte počiatočné náklady na montáž s inštalačnými prácami, očakávanou životnosťou a požiadavkami na údržbu
Najlepšie postupy inštalácie a kontrola kvality
Úspešná inštalácia tvarovky na tupo si vyžaduje dodržiavanie osvedčených postupov, ktoré zaisťujú kvalitu spoja a integritu systému. Správne uloženie kovania chráni skosené konce a vnútorné povrchy pred poškodením, koróziou a kontamináciou pred inštaláciou. Kovania by sa mali pred inštaláciou vizuálne skontrolovať, aby sa overila zhoda s rozmermi, skontrolovali sa povrchové chyby a zabezpečilo sa správne označenie triedy materiálu. Čistenie vnútorných povrchov a oblastí prípravy zvaru odstraňuje oleje, špinu, okuje a iné nečistoty, ktoré by mohli ohroziť kvalitu zvaru alebo zaviesť do systému látky podporujúce koróziu.
Pred začatím zvárania sa musia overiť špecifikácie postupu zvárania (WPS) a kvalifikácia zvárača vhodná pre materiály, hrúbku steny a prevádzkové podmienky. Požiadavky na predhrievanie pre uhlíkové a legované ocele sa musia vypočítať a aplikovať, aby sa zabránilo praskaniu spôsobenému vodíkom a zabezpečila sa primeraná ťažnosť zvaru. Tepelné spracovanie po zváraní môže byť potrebné pre hrubostenné armatúry, určité materiály alebo špecifické prevádzkové podmienky, aby sa uvoľnili zvyškové napätia a obnovili sa vlastnosti materiálu ovplyvnené zváraním. Nedeštruktívne vyšetrenie vrátane rádiografie, ultrazvukového testovania alebo iných metód overuje kvalitu zvaru a zisťuje chyby, ktoré by mohli ohroziť integritu systému.
Pochopenie rôznych typov potrubných tvaroviek na tupo, ich špecifických vlastností a správneho výberu a inštalačných postupov umožňuje inžinierom a výrobcom vytvárať spoľahlivé a efektívne potrubné systémy. Od všadeprítomného kolena umožňujúceho zmeny smeru až po špecializované koncovky uľahčujúce nákladovo efektívne prírubové spojenia, každý typ tvarovky plní špecifické funkcie v rámci celkovej potrubnej siete. Pozornosť na rozmerové normy, materiálové špecifikácie, požiadavky na konečnú prípravu a osvedčené postupy inštalácie zaisťujú, že tieto kritické komponenty budú spoľahlivo fungovať počas celej ich plánovanej životnosti a udržia bezpečnosť systému a prevádzkovú efektivitu v nespočetných priemyselných aplikáciách.

 2025-11-17Prečítajte si viac
2025-11-17Prečítajte si viac 2025-11-17Prečítajte si viac
2025-11-17Prečítajte si viac